Konformitätsbewertung
Die Richtlinie 1999/36/EG kennt drei unterschiedliche Aspekte für die Konformitätsbewertung:
>> I. für das Inverkehrbringen neuer Geräte innerhalb der Europäischen Gemeinschaft
>> II. für das Inverkehrbringen neuer Geräte auf dem Markt innerhalb eines einzelnen Mitgliedstaates
>> III. für eine Neubewertung der Konformität von bereits vorhandenen Druckgeräten
I. Inverkehrbringen neuer Geräte innerhalb der Europäischen Gemeinschaft
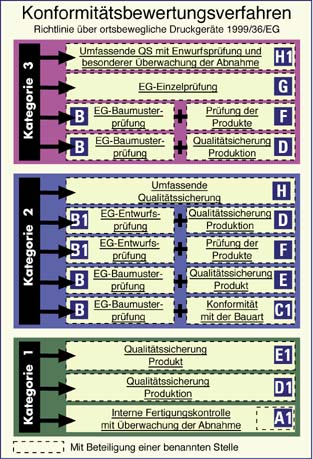
Für die Konformitätsbewertung muß der Hersteller die Module in Abhängigkeit von der (Gefahren)-Kategorie festlegen (siehe Tabelle).
Innerhalb der Kategorie kann das Konformitätsbewertungsverfahren frei gewählt werden
Die Module der höheren Kategorie (größeres Gefahrenpotential) schließen die Module der niedrigeren Kategorie ein. Bei allen Modulen sind die benannten Stellen mehr oder weniger eingebunden.
|
|||||||||||||||||||||||||||||||||||||
Übersicht der möglichen Konformitätsbewertungsverfahren
(Einzelmodule oder Modulkombinationen)
Bevor ein Druckgerät in der Gemeinschaft in den Verkehr gebracht wird, muß der Hersteller es einem vorgesehenen Konformitätsbewertungsverfahren unterziehen, um die π-Kennzeichnung anbringen zu können.
Die Konformitätsbewertung wird in 12 Module bzw.- Modulkombinationen mit unterschiedlicher Verfahren unterteilt. Die Richtlinie beschreibt den Bereich und den Inhalt möglicher Konformitätsbewertungsverfahren, bei denen davon ausgegangen wird, daß sie das gleiche Schutzniveau bieten. Die Richtlinie legt auch die Bedingungen fest, unter denen die Hersteller das Konformitätsbewertungsverfahren wählen können.
![]()
Verantwortlichkeiten des Herstellers im Rahmen der Konformitätsbewertungsverfahren:
Was die Konformitätsbewertung anbelangt, ist die Verantwortung des Herstellers von dem angewandten Konformitätsbewertungsverfahren abhängig. Im allgemeinen muß der Hersteller alle erforderlichen Maßnahmen ergreifen, damit der Herstellungsprozeß die Richtlinienkonformität des Druckgerätes gewährleistet, die π-Kennzeichnung am Druckgerät anbringen und die technische Unterlagen erarbeiten. Je nach Konformitätsbewertungsverfahren (Modul) ist es erforderlich, daß der Hersteller das Druckgerät einer benannten Stelle zur Prüfung und Zertifizierung vorlegen muß oder sein Qualitätssicherungssystem von einer benannten Stelle zertifizieren läßt.
Im Rahmen der Qualitätssicherungsverfahren unterrichtet der Hersteller die benannte Stelle über das Produktionsprogramm.
Bei zu Unrecht vorgenommene π-Kennzeichnung ist der Hersteller verpflichtet, dieses Druckgerät wieder in Einklang mit den Bestimmungen für die π-Kennzeichnung zu bringen.
Kennzeichnung der Druckgeräte
Zusätzlich zu der Kennzeichnung gemäß den Anforderungen der Richtlinien 94/55/EG und 96/49/EG müssen die Gefäße und Tanks mit dem π-Kennzeichen gem. Anhang VII gekennzeichnet sein. Außerdem ist die Kennnummer der benannten Stelle anzubringen.
Neue Ventile und sonstige Teile mit Sicherheitsfunktion müssen entweder das π-Kennzeichen tragen oder das CE-Kennzeichen gemäß der Druckgeräterichtline 97/23/EG. Diesem Kennzeichen ist nicht unbedingt die Kennnummer der benannten Stelle hinzufügen.
Andere Ventile und Ausrüstungsteile unterliegen keiner besonderen Kennzeichnung.
Bei zu Unrecht vorgenommene π-Kennzeichnung ist der Hersteller verpflichtet, dieses Druckgerät wieder in Einklang mit den Bestimmungen für die π-Kennzeichnung zu bringen.
![]()
Qualitätssicherungssysteme
Die Anwendung der Qualitätssicherungssystemen für Konformitätsbewertungsverfahren im Rahmen der Druckgeräterichtlinie ist in den Modulen D. D1, E, E1, H und H1 beschrieben. Diese auf Qualitätssicherungstechniken basierende Module beschreiben die Elemente, die ein Hersteller in seinem Unternehmen umsetzen muß, um nachzuweisen, daß das Druckgerät den wesentlichen Anforderungen der Richtlinie genügt.
Für die Übereinstimmung mit diesen Modulen ist kein zertifiziertes Qualitätsmanagementsystem nach IS0 9001 erforderlich, der Hersteller kann zur Erfüllung dieser Module auch andere Modelle von Qualitätssicherungssystemen anwenden.
Eine auf der Grundlage der ISO 9001 umgesetztes Qualitätssicherungssystem begründet eine Konformitätsvermutung mit den Modulen D. D1, E, E1, H und H1 hinsichtlich der Bestimmungen in den Modulen, die von der Norm ISO 9001 erfaßt werden. Zusätzliche in den Modulen beschriebene Bestimmungen muß das Qualitätssicherungssystem berücksichtigen. Das Qualitätssicherungssystem muß dem Hersteller den Nachweis ermöglichen, daß die Druckgeräte die wesentlichen Anforderungen der Druckgeräterichtlinie erfüllen. Dies bedeutet, daß der Hersteller bestimmte regulatorische Erfordernisse nachkommen muß, wenn er ein Qualtätssicherungssystem anwendet:
- Die Qualitätsziele, die Qualitätsplanung, das Qualitätshandbuch und die Dokumentenkontrolle müssen auf dem Ziel beruhen Druckgeräte zu liefern, die die wesentlichen Anforderungen der Druckgeräterichtlinie erfüllen.
- Der Hersteller muß für das jeweilige Druckgerät betreffende Anforderungen und die anzuwendenden harmonisierten Normen bzw. andere technische Lösungen, die die Erfüllung der der wesentlichen Anforderungen sicherstellen, bestimmen und dokumentieren.
- Die so bestimmten Normen oder anderen technischen Lösungen müssen als Entwurfsvorgaben sowie zur Entwurfsprüfung verwendet werden, damit die Entwurfsergebnisse die Einhaltung der wesentlichen Anforderungen gewährleisten.
- Die vom Hersteller eingesetzten Maßnahmen zur Fertigungssteuerung müssen sicherstellen, daß die Produkte den ermittelten Sicherheitsanforderungen entsprechen.
- Der Hersteller muß bei der Bewertung und Kontrolle des Fertigungsprozesses und der Endprodukte in Normen vorgesehene Methoden ermitteln und anwenden, die sicherstellen können, daß die wesentlichen Anforderungen erfüllt werden.
- Die Qualitätssicherungsprotokolle wie z.B. Inspektionsberichte, Prüfergebnisse, Kalibrierungsdaten und Qualifikationsberichte des beteiligten Personals (z.B. Schweißer, NDT-Personal) müssen sicherstellen können, daß die anwendbaren wesentlichen Anforderungen erfüllt werden.
Der Hersteller trägt die Verantwortung dafür, daß das Qualitätssicherungssystem anhaltend in der Art und Weise umgesetzt wird, daß den im Qualtitätssicherungshandbuch festgelegten Erfordernissen, entsprochen wird. Die benannte Stelle muß dies durch ihre Bewertung, Zulassung und fortlaufende Kontrolle (Audits) sicherstellen.
II. Inverkehrbringen neuer Geräte auf dem Markt innerhalb eines einzelnen Mitgliedstaates
Die Mitgliedstaaten können zulassen, dass Gefäße (einschließlich ihrer Ventile und sonstigen für die Beförderung benutzen Ausrüstungsteile) für das Inverkehrbringen auf dem Markt innerhalb ihres Hoheitsgebietes die Konformität von einer zugelassenen Stelle (gem. Artikel 9) bewertet werden.
Die von einer zugelassenen Stelle bewerteten Druckgeräte dürfen nicht das π-Konformitätskennzeichen tragen
|
|||||||||
III. Neubewertung der Konformität von bereits vorhandenen Druckgeräten
Die Richtlinie kann auch angewendet werden auf ortsbewegliche Druckgeräte, die bereits in Verkehr gebracht wurden. Dadurch soll sichergestellt werden, dass auch diese Geräte den einschlägigen Vorschriften der Anhänge der Richtlinien 94/55/EG und 96/49/EG entsprechen. Die benannte Stelle muß dabei auch überprüfen, ob die Ventile und andere Ausrüstungsteile mit Sicherheitsfunktion die entsprechende Sicherheit gewährleisten.
Die Druckgeräte sind nach der Neubewertung mit dem π-Kennzeichen zu versehen und zusätzlich ist die Kennnummer der benannten Stelle oder der zugelassenen Stelle anzubringen.
Hierzu hat der Industriegaseverband e. V. ein Gutachten durch die BAM erstellen lassen um den benannten Stellen eine Vereinfachung ihrer Bewertungsarbeit vorhandener und in Deutschland ohne Auflage oder Einschränkungen zugelassenen Bauarten von nahtlosen Stahlflaschen zu ermöglichen. In diesem Gutachten wurden alle auf Basis der Druckgaseverordnung (vom 20. Juni 1968) und der nachfolgenden Druckbehälterverordnung betreffende Bauarten für nahtlose Stahlflaschen berücksichtigt. In diesem Gutachten wird bestätigt, dass die Konformität dieser bereits in Verkehr gebrachten nahtlosen Gasflaschen aus Stahl mit einem Volumen von 0,5 bis 150 Liter mit den Anforderungen an Baumuster nach TPED gewährleistet ist.
|
||||||||||||
![]()